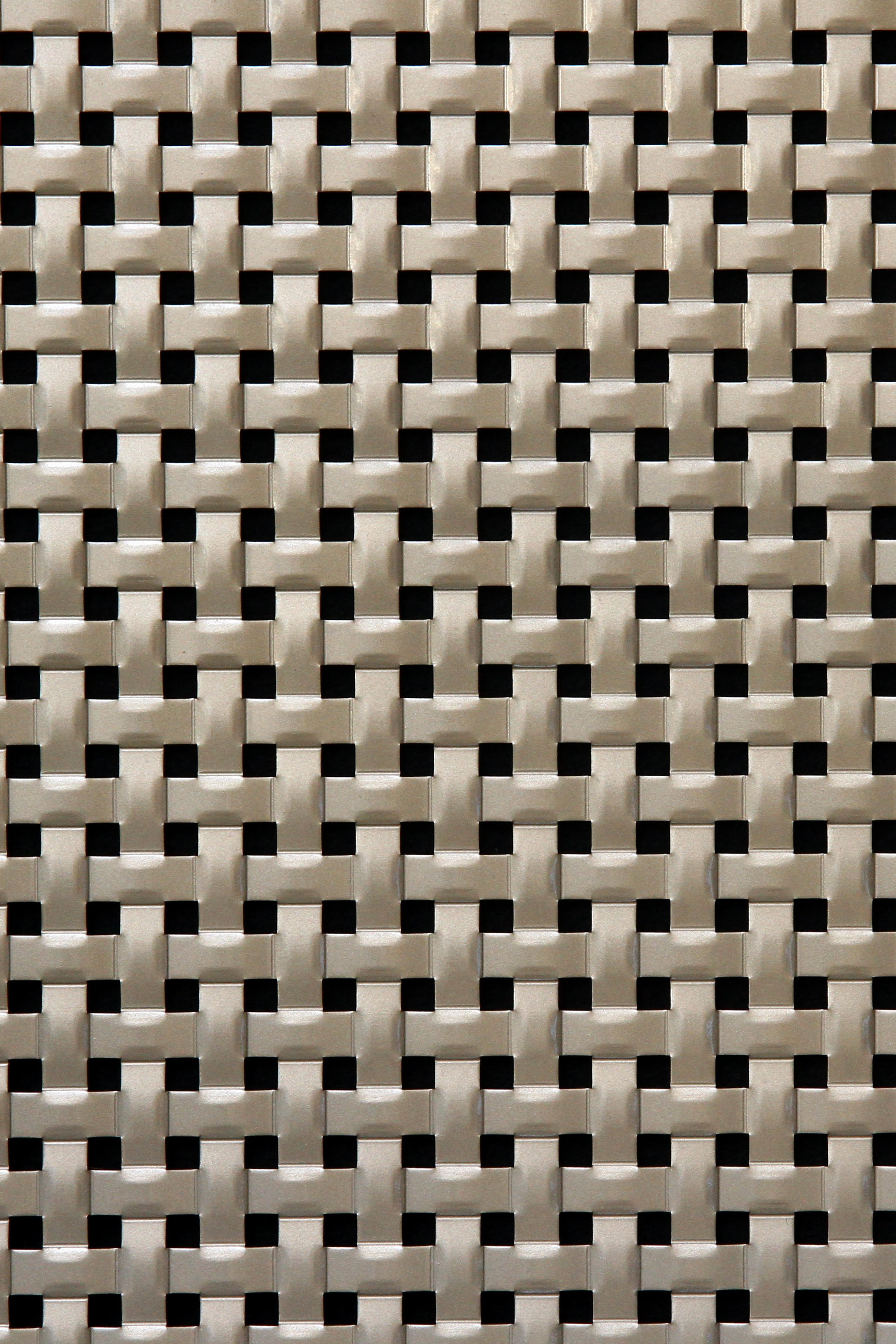
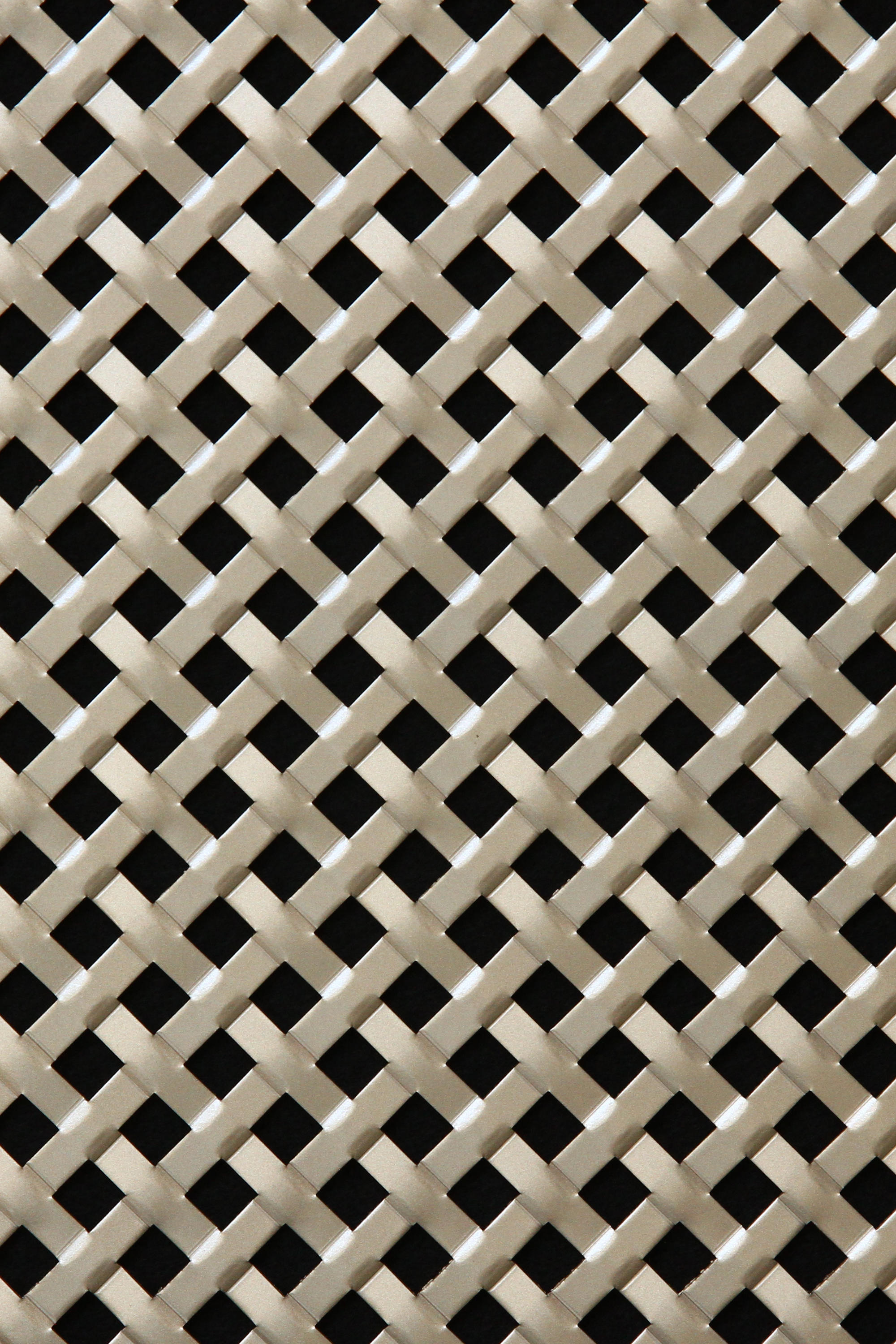
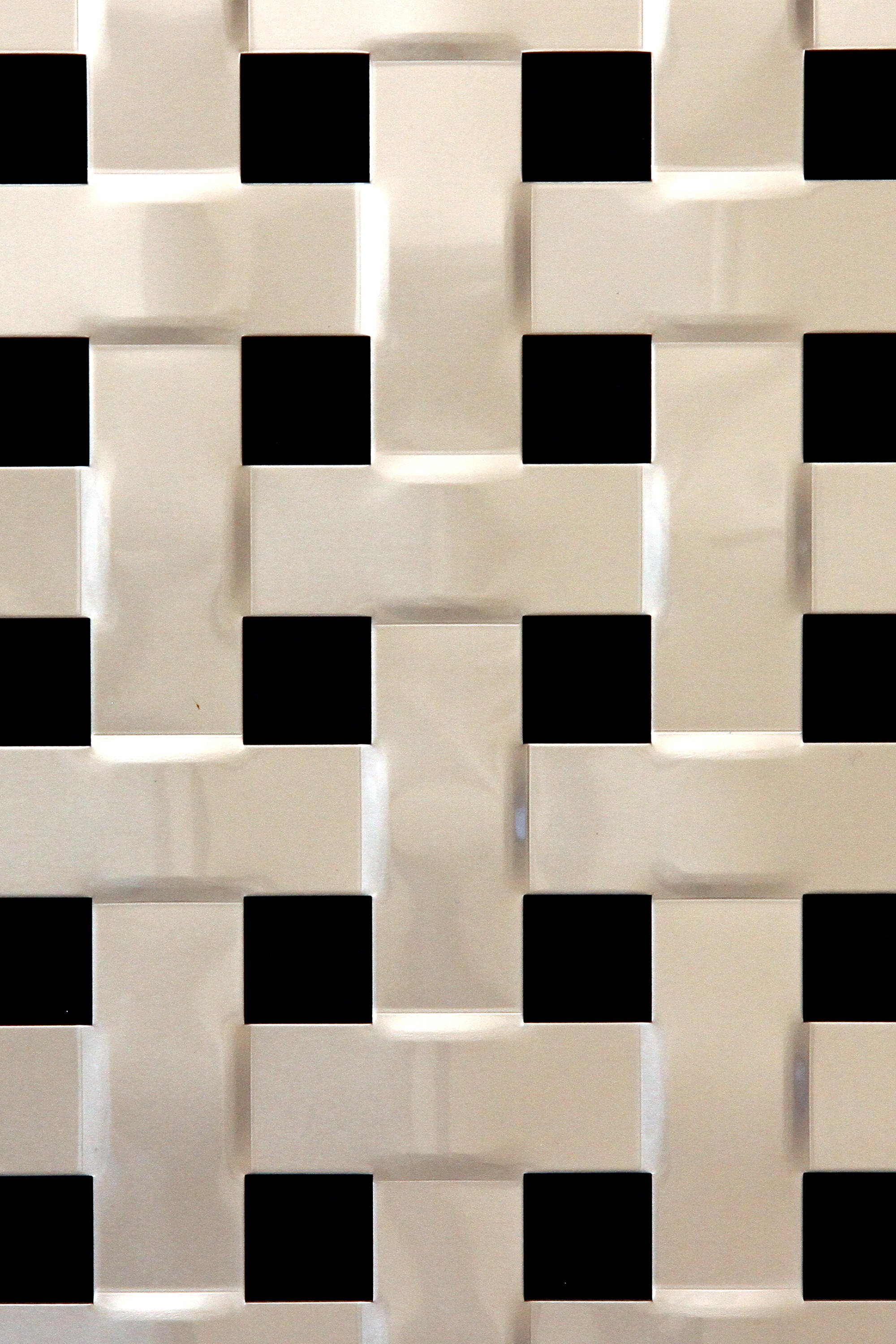
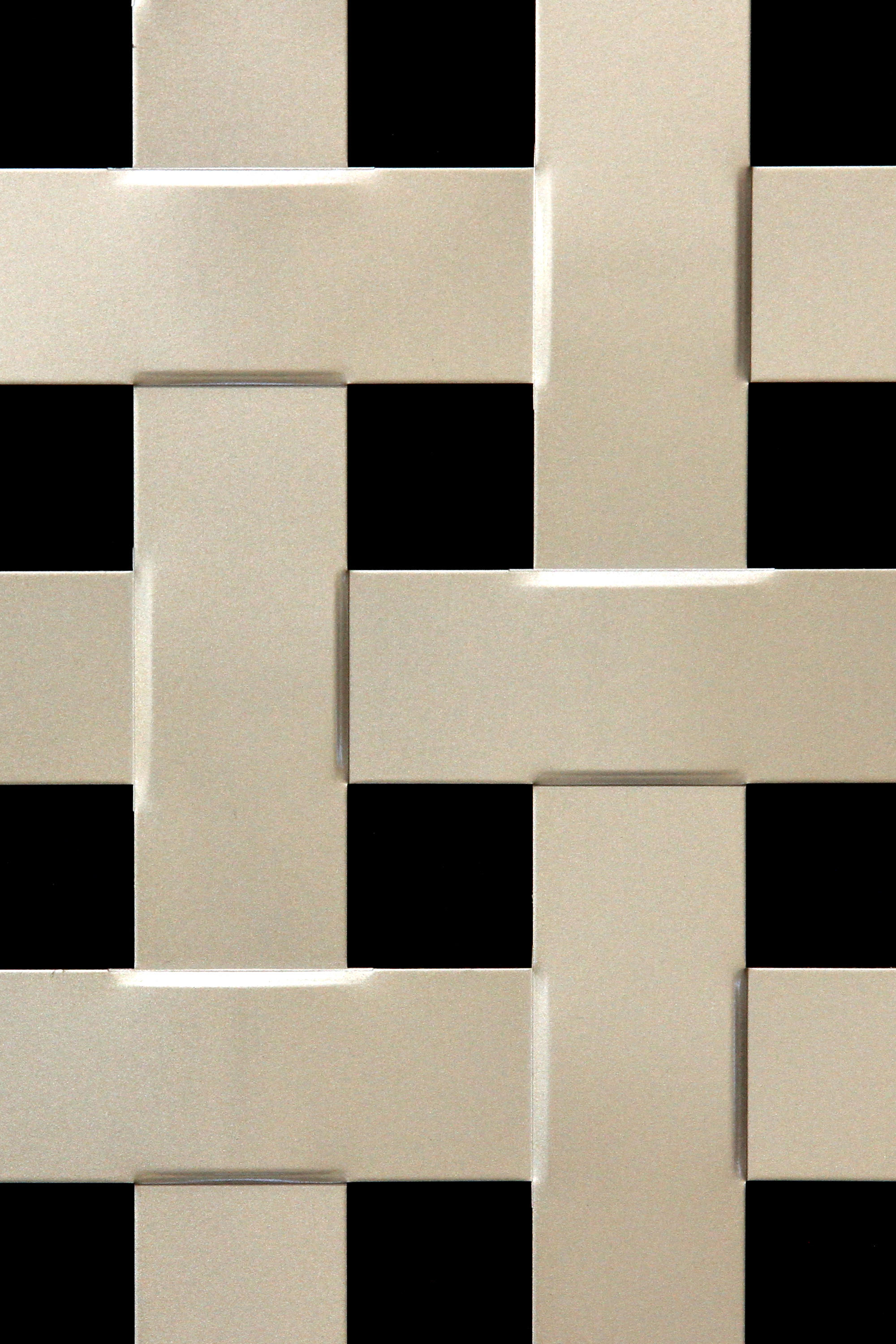
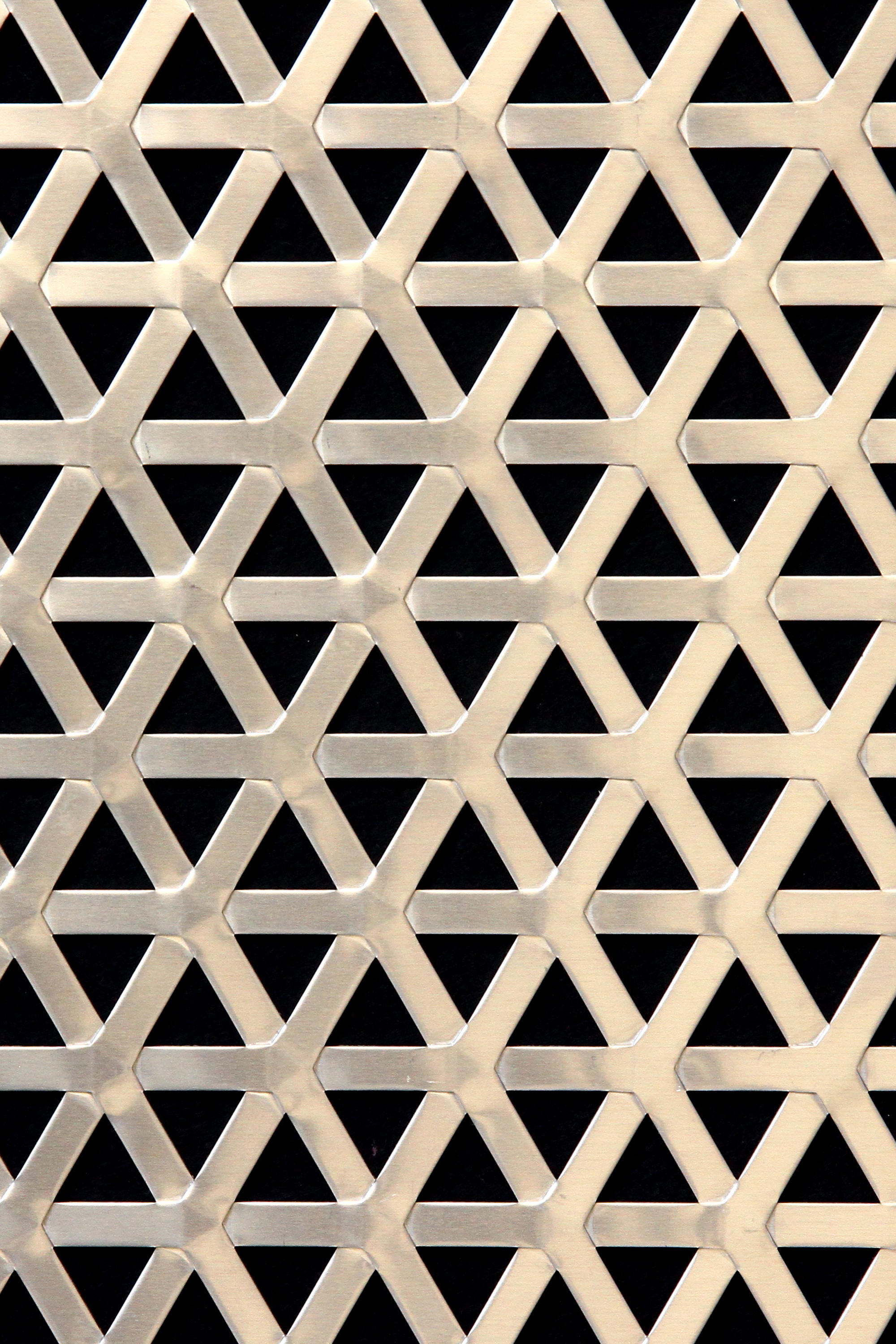
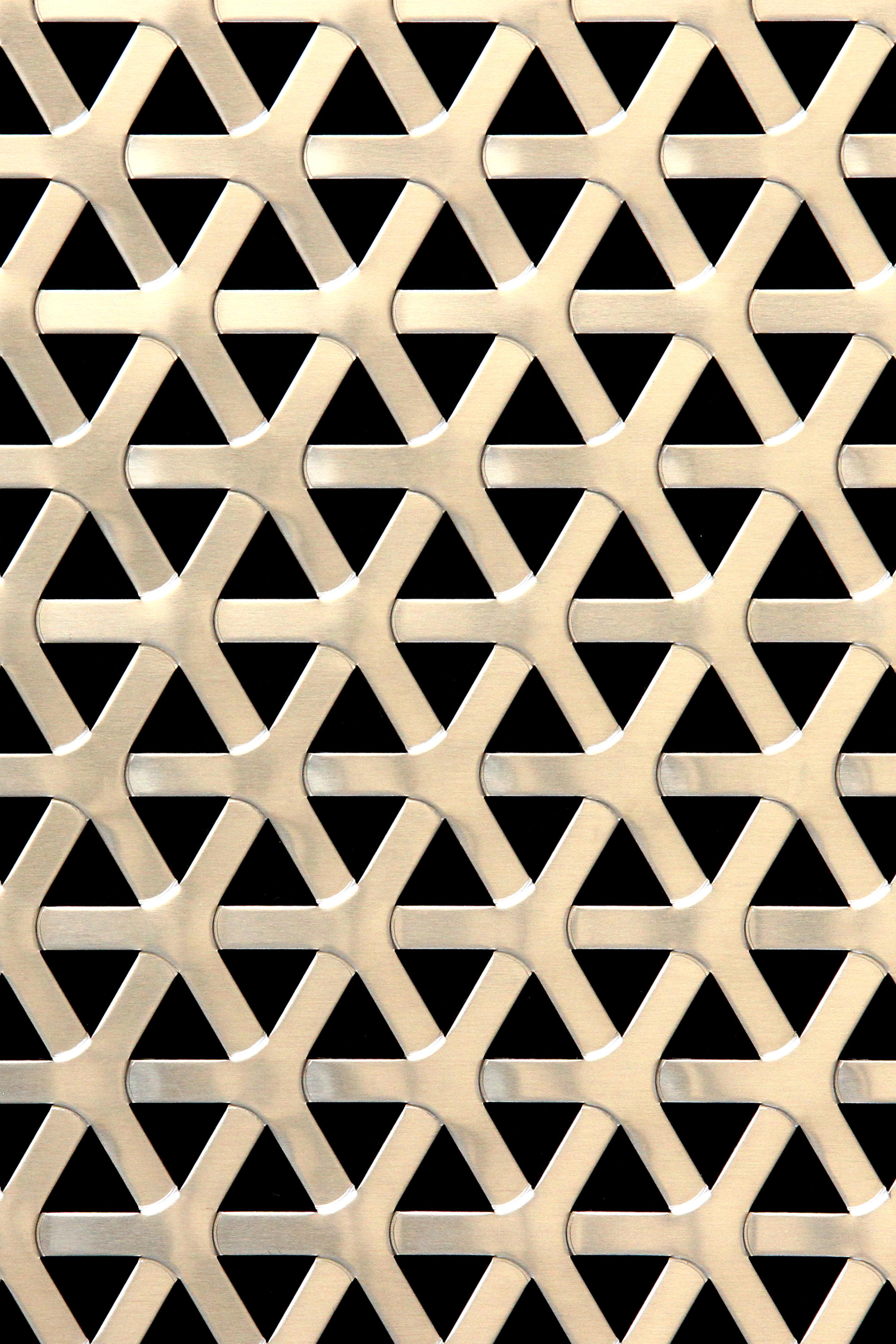
編目・カゴ目パンチング
- 用 途
外装・内装分野
- 特 徴
抜き加工のパンチングに凹凸加工を同時に施すことにより、編んだように見えます。
また普通のパンチングに比べ凹凸加工により強度も増しています。
アルミ素材+塗装処理が最適ですが、他材質・アルマイト加工なども仕様により対応可能です。
また他の孔径仕様・ピッチなども当社金型製作により対応可能です。
-
孔径:7.0カク
ピッチ:16P
開孔率: 19.1%
-
孔径:11.0カク
ピッチ:27P
開孔率: 33.2%
-
孔径:25.6カク
ピッチ:55.6P
開孔率: 21.2%
-
孔径:35.0カク
ピッチ:75P
開孔率: 21.8%
-
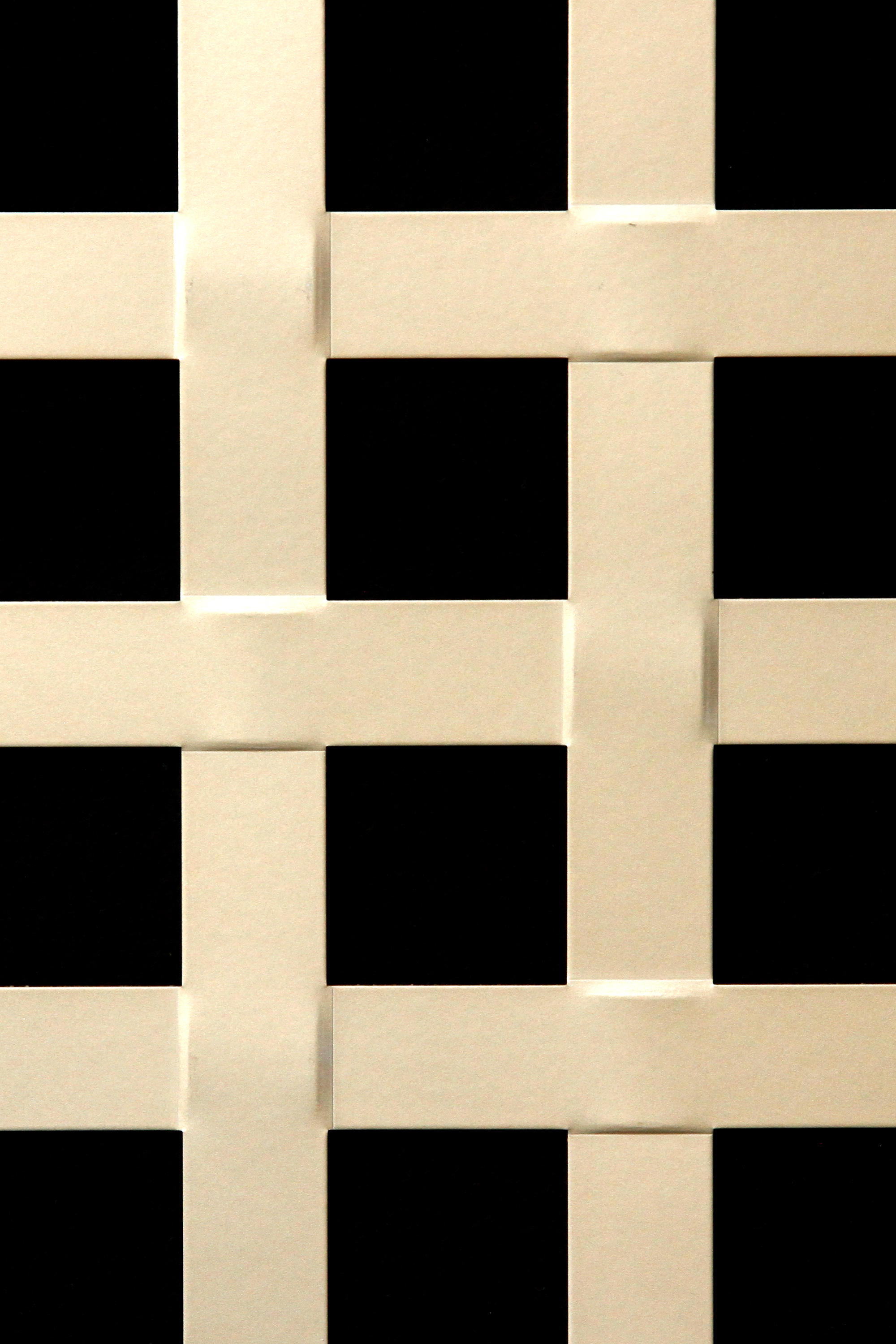
孔径:50.0カク
ピッチ:80P
開孔率: 39.1%
-
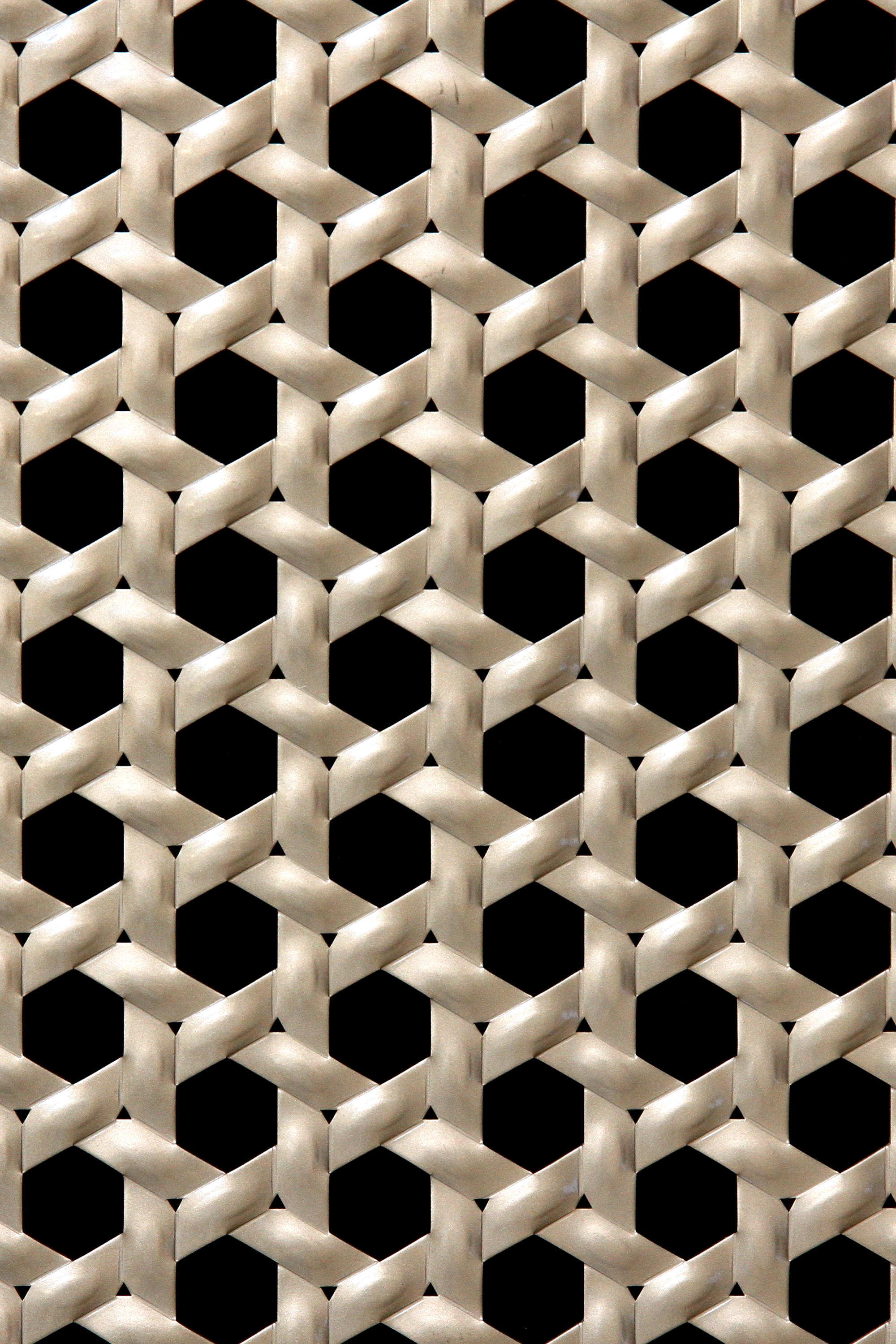
孔径:24.0六角
ピッチ:36P
開孔率: 35.4%
-
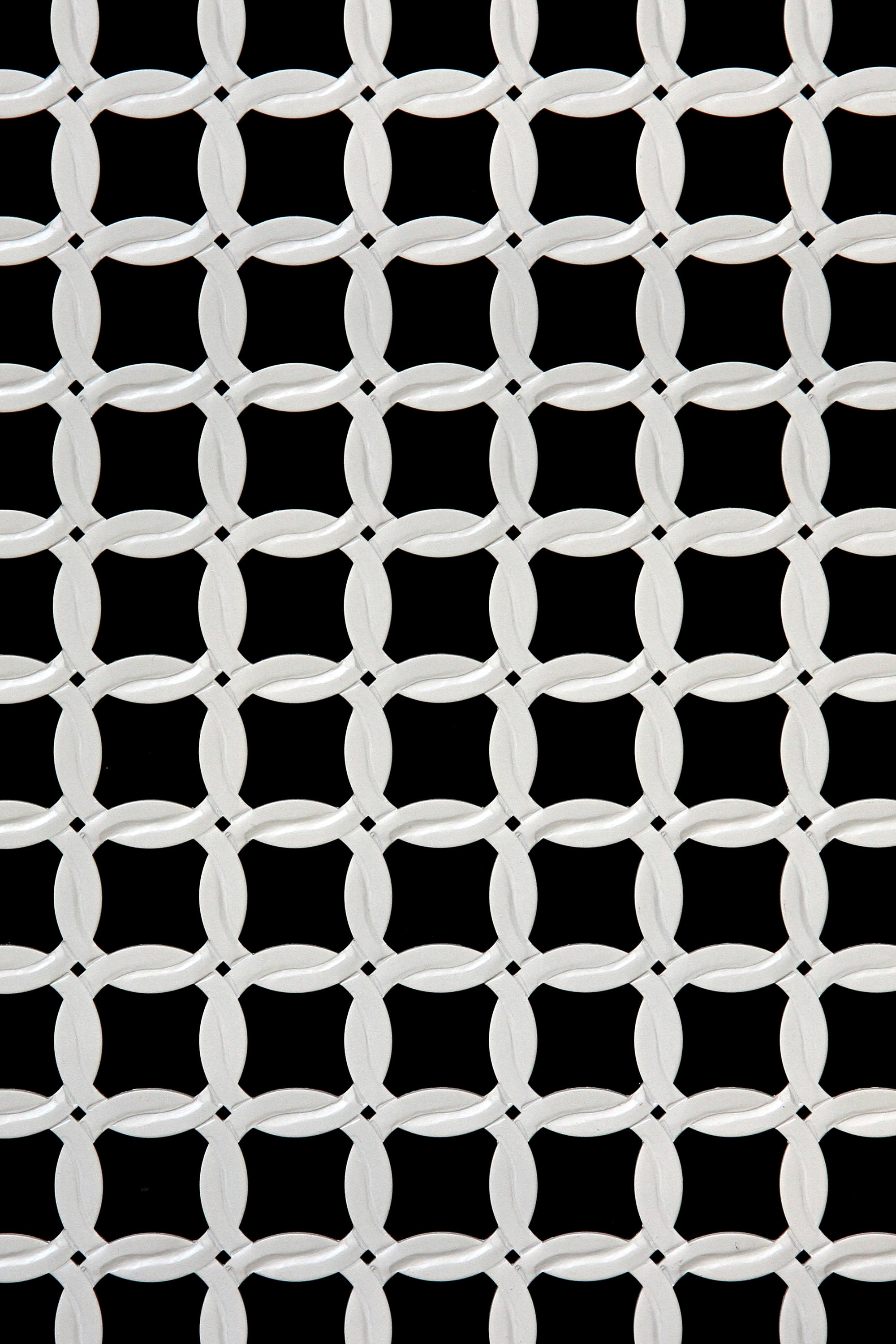
孔径:40.0Φリング
ピッチ:30P
開孔率: 52.5%
-
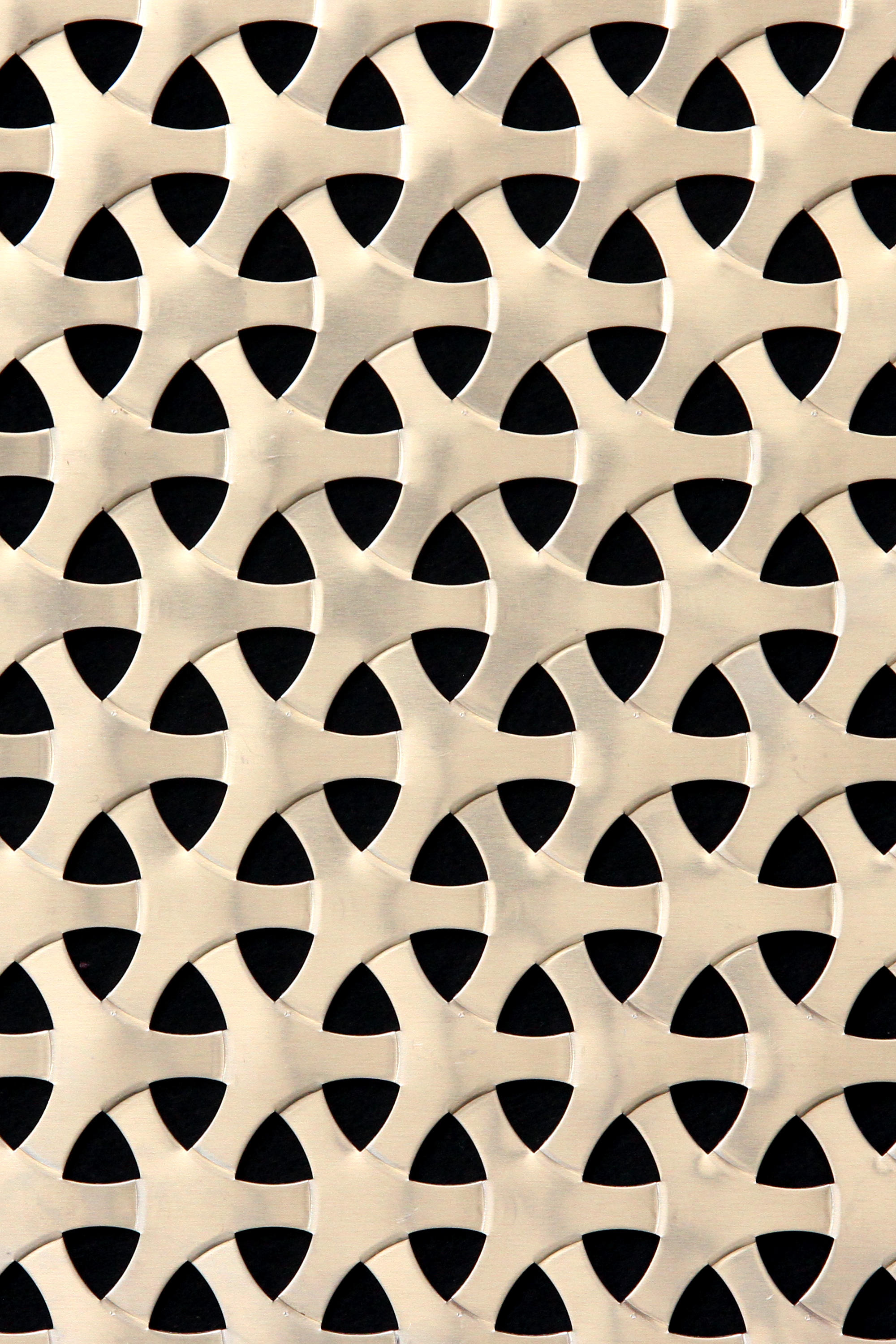
孔径:15.3正三角形R25付
ピッチ:33.56P
開孔率: 29.1%
-
孔径:19.48正三角形
ピッチ:33.56P
開孔率: 34.6%
-
孔径:19.48正三角形コーナーR付
ピッチ:33.56P
開孔率: 34.6%
一般的な加工限界とウチヌキの加工限界について
パンチングメタルの加工限界は一般的に、板厚≦孔径、板厚≦ホネ(バーとも呼びます。孔と孔の間の距離)となります。
すなわち、板厚より小さい孔径、板厚より細いホネは一般的に加工出来ません。
しかしならが当社は独自の金型技術により板厚より小さい孔、板厚より細いホネでも加工出来る場合があります。
ウチヌキの金型製作
当社はパンチング加工に必要な金型を自社製造しております。
カタログ等にないパンチング仕様も低価格で金型から製作し製品提供出来ます。
カタログ、ホームページに掲載ない=金型から作る=高いと言うイメージが多いようですが低コストでの製作も可能です。
また、ホームページやカタログ上に掲載していないパターンも数多く取りそろえております。
